

MIMとは
1970年代に、粉末冶金と射出成形を組み合わせて開発された、金属部品の加工法です。当社では、ウィテック社より導入した技術と自社のエンプラ機構部品のノウハウを融合し、30年以上の実績を重ねております。工法上の制約から小物部品が主流ですが、当社では比較的大物の産業機械向け部品を中心に量産体制を確立しております。

MIMの特徴(Metal Injection Molding)
- 製法
- 金属の微粉末とバインダーの混合物を射出成形した成形品を、真空炉で脱脂と高温焼結をおこない、金属製品をつくりだす方法です。一般的には、金属粉末80%、バインダー20%で成形品を製作しますが、脱脂、焼結後は、バインダーがゼロとなり、金属の相対密度は95%程度となり、通常の金属部品として、十分に使用できるものとなります。
- 原料ロスが少ない
- 切削加工では、形状により多くの切り粉がでます。鋳造では、湯口、湯道、鋳型廃材などの不要部分がでます。比較的効率のよいダイカスト製法でも、湯口、鋳バリなどは避けられません。しかしMIM製法は、原料ロスがほとんどでない製法です。
- 形状の自由度
- 成形品を作るには、通常はプラスチック成形機と金型を使用しています。複雑な形状、三次元形状、機械加工工数が多いもの、微細穴、止まり穴など,他の製造方法では難しいところが、比較的容易にできるという特徴があります。
- 大きさと肉厚
- 小さいものでは0.03グラム、大きいものでは数百グラムまで形にできます。肉厚は、4ミリ以下が適しているといえます。肉厚のものは、ヒケや内部欠陥がでやすい、などの問題があります。従って、肉の厚い部分については、減肉をして強度補強のためのリブをつける等の工夫が必要です。
- 材質
 金属の粉末があれば、どんな材料にも適用できる製法ですが、現在、弊社で主に用いる材質は、主につぎのようなものです。
金属の粉末があれば、どんな材料にも適用できる製法ですが、現在、弊社で主に用いる材質は、主につぎのようなものです。
SUS304LSUS316LFe8%Ni
- 寸法公差
- 形状によりますが ~10mm±0.1mm、10~15mm±0.13mm、15~25mm±0.2mm、25~50mm±0.3mm、50mm以上±0.6% が一般的です。
サイジングや後加工によりさらに厳しい公差に対応しているものもあります。
- 金属特性
- 現在、分かっているところでは、SUS304L、SUS316Lの場合、引っ張り強さ等、JISの鋼材規格と概ね同等の水準です。展延性に優れているので、プレス加工、曲げ加工が容易です。熱処理、メッキ処理は可能です。
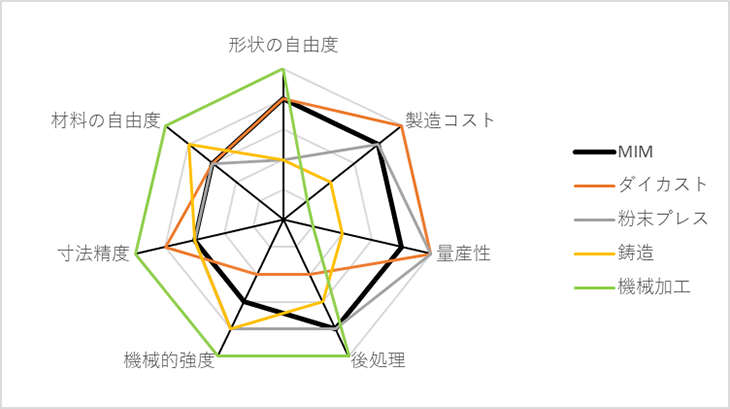
MIMと他の製法との比較
MIMの製品
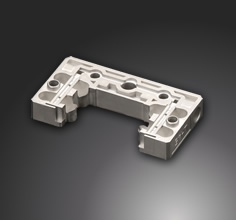
特殊用途の直動部品

食品機器フィルター(テーパ穴形状)

ダイキャスト金型のエアベント部品
(微細スリット形状)